Definición:
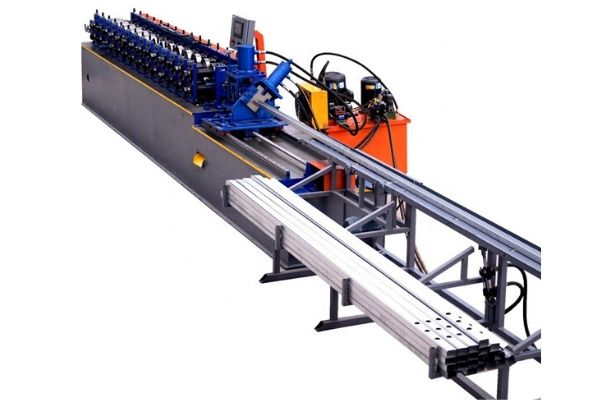
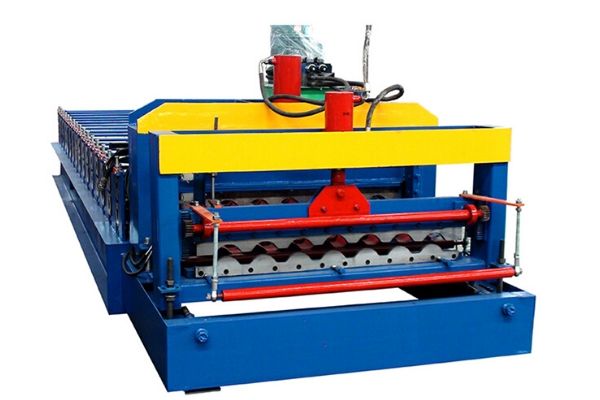
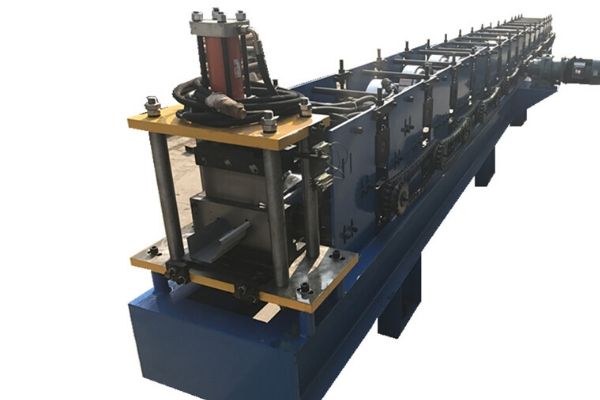
La máquina perfiladora de doble capa es una máquina de producción compuesta por desenrollado, conformado y corte posterior al conformado. Su placa de color es plana y hermosa en apariencia, textura de pintura uniforme, alta resistencia y durabilidad, y es ampliamente utilizada en edificios civiles industriales, como techos y paredes de fábricas, almacenes, gimnasios, salas de exhibición, teatros, etc. Los componentes de la máquina prensadora de baldosas incluyen toda la máquina prensadora de baldosas de acero de color, el sistema de control por computadora PLC, el sistema de estación de bomba hidráulica y el sistema de post-corte completamente automático.
Características del Producto:
- La máquina formadora de rollos de doble capa aplica un software de control automático de alto nivel para lograr la gestión informatizada de la producción.
- El sistema de control de automatización de toda la unidad utiliza una red altamente integrada, lo que mejora el sistema de automatización.
- Una máquina perfiladora de doble capa puede prensar dos tipos de baldosas. Diferentes modelos como 840/900, 840/850, 860/910, cualquiera de los dos modelos se pueden combinar casualmente. La mayor ventaja es que ocupa un área pequeña que ahorra espacio y es totalmente automático controlado por computadora. Sin embargo, solo se puede producir un tipo de tablero durante la operación, lo que equivale a dos laminados de una sola capa.
- La máquina puede configurar múltiples conjuntos de datos diferentes para producir diferentes longitudes de productos terminados.
La alimentación correcta método de operación de las doble-Máquina perfiladora de capas:
Al alimentar la máquina perfiladora de doble capa, lo primero a lo que debemos prestar atención es que el material de la placa de acero de color plano debe estar alineado con el rodillo de presión de la máquina perfiladora, y ambas capas deben estar alineadas para garantizar que no se moverán cuando se alimentan.
Cuando la máquina perfiladora de doble capa está encendida, podemos presionar la placa de acero de color a mano para terminar la tarea de empujar el material de alimentación mientras aseguramos una distancia segura del rodillo de presión de la máquina perfiladora. Si se encuentra que la placa de acero de color está obstruida o no se puede alimentar el material, debemos apagar el equipo mecánico a tiempo y luego ajustar la placa de acero de color.
Después de completar el ajuste, siga los pasos justo ahora. Al recolectar, no tire de la placa de acero de color con la mano. Deje que la placa de acero de color caiga activamente y luego puede retraerla con la mano después de que se caiga. Si lo tiramos con la mano cuando no está terminado, provocará la deformación de la placa de acero de color que hay detrás, lo que generará mucho desperdicio y también desperdiciará mucho material.
La especificación de la máquina formadora de rollos de doble capa:
Producto: Máquina formadora de rollos de doble capa
Tipo de mosaico: Coloreado/Acero esmaltado
Voltaje: 380V 50Hz 3 fases
Capacidad de producción: 15-20 m/min
Peso: 10.5 toneladas
Poder (W): 5.5KW+5.5KW
Grosor del Material: 0.3-0.8mm
Dimensión (L*W*H): 9500*1500*1650MM
Material del rodillo: acero 45# con cromo duro de 0.07 mm
Material del eje: procesamiento de acero 45#
Sistema de corte: corte de tope de pilar de guía hidráulica
Material de la hoja de corte: Cr12Mov
Espesor de la placa intermedia: 16 mm
Precio: $. 15,000.00 - $ 21,000.00
Inspection y Mmantenimiento de el perfilado de doble capa Maquina:
1. Realizar la inspección y el mantenimiento periódicos de los equipos eléctricos de acuerdo con las reglamentaciones. Se debe quitar el cableado del equipo eléctrico que no se utilice.
2. En caso de corte de energía, si hay un cuerpo eléctrico a menos de 0.8 metros del personal de inspección, se utilizará un material aislante para un refugio temporal confiable.
3. Cuando se encuentra que la parte conductora de la máquina formadora de rollos de doble capa está conectada a tierra, antes de que se bloquee la fuente de alimentación, no se permite que se acerque excepto para rescatar la descarga eléctrica. Debe estar a 3.8 metros de distancia de la persona que recibió la descarga eléctrica y a 1.5 metros de distancia de la habitación para evitar daños por tensión de paso.
4. Los electricistas deben conocer los tipos y funciones de los circuitos eléctricos y equipos eléctricos en el taller. Si no comprenden completamente las funciones de los equipos eléctricos, se prohíbe el trabajo arriesgado.
5. El electricista debe verificar el estado del motor, cable, consola eléctrica y otros equipos según lo programado. Cualquier problema encontrado durante la inspección debe ser tratado a tiempo. Al verificar la temperatura del motor, primero asegúrese de que no haya electricidad y luego pruebe con el dorso de la mano.
6. A excepción de la electricidad de construcción temporal o las medidas temporales, no se instalarán cables temporales y las luces no se colgarán al azar. Los circuitos eléctricos originales de interruptores y enchufes utilizados en herramientas de instrumentación, máquinas de soldar, etc., no se deben cambiar sin autorización.
Razones para Defectos en el Producción Pproceso de Double-capa de formación de rollos Maquina:
- La onda en forma de bolsa se debe principalmente a la tensión de tracción lateral y la tensión lateral generada durante el proceso de flexión de la placa, y la tensión del material de la lámina en la dirección del espesor es relativamente pequeña. De acuerdo con la relación entre la deformación material, la deformación se concentrará. Las partes se contrajeron y deformaron a lo largo de la dirección longitudinal.
- Hay muchas razones para el doblado longitudinal de la máquina perfiladora de doble capa. Una de las razones más importantes es que los bordes de la sección transversal están sometidos a la fuerza de tracción al doblar el costado, lo que intenta estirar toda la sección transversal longitudinalmente, pero no es suficiente para alargar toda la sección rígida, lo que resulta en el fenómeno de que el extremo frontal de la pieza enrollada se dobla hacia arriba o hacia abajo.
- La onda de borde es una onda en forma de bolsa y es un defecto común. Su producción es principalmente la síntesis de dos efectos: un efecto es el mismo que el mecanismo de la bolsa de onda. Esto se debe a que el material en la parte de flexión de la sección transversal está sujeto a un esfuerzo de tracción transversal, lo que produce una deformación por tracción transversal. En el caso de que la deformación en la dirección del espesor no sea grande, se produce una contracción longitudinal y la parte del borde genera ondas de borde debido a la tensión de compresión. La segunda es que el material en la parte del borde se estira y se corta para volverse más largo bajo la acción de una fuerza externa, y luego se comprime y se corta nuevamente para producir una deformación plástica que causa ondas en los bordes. Estos dos efectos se superponen para formar una onda lateral.